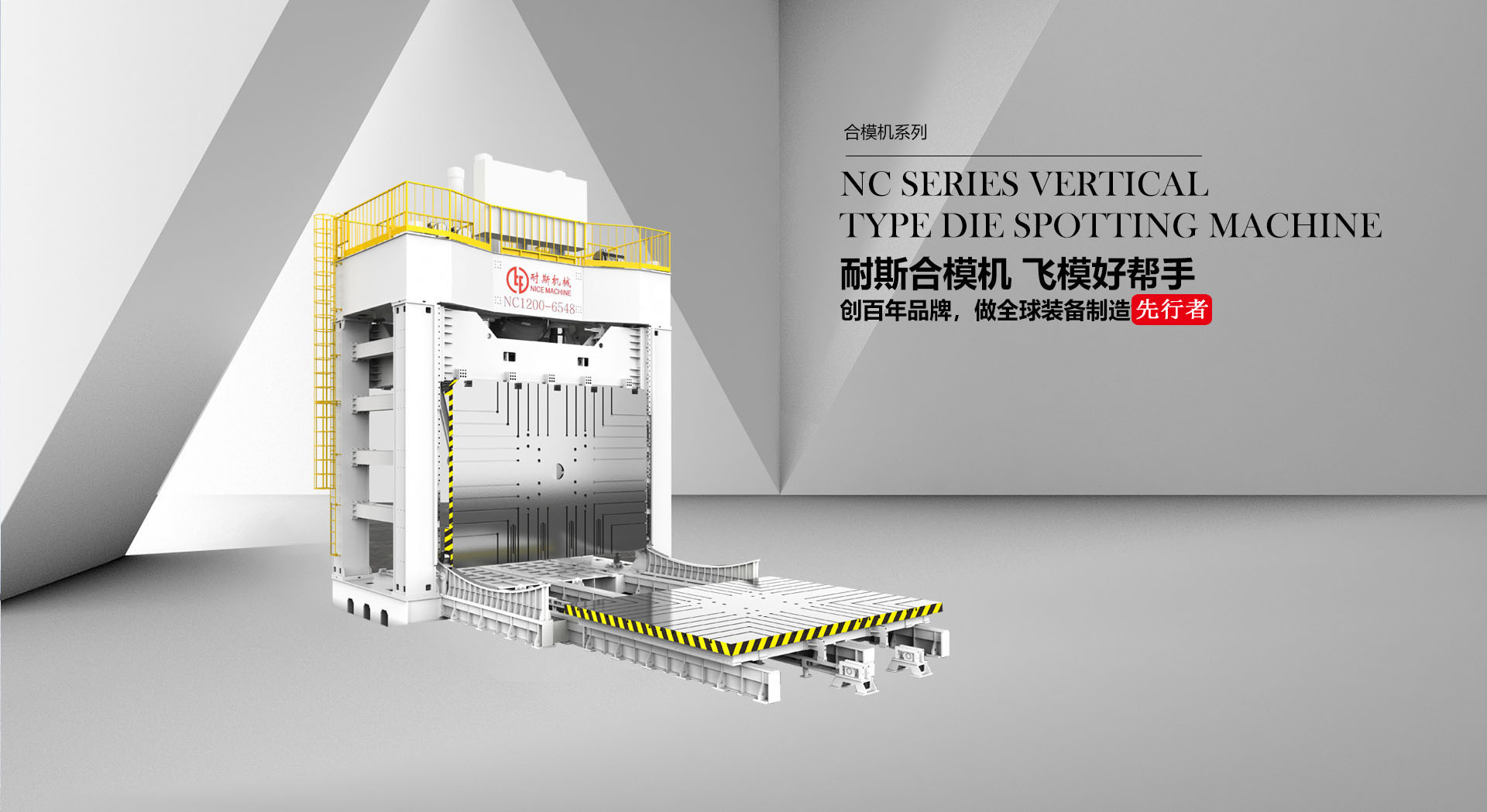
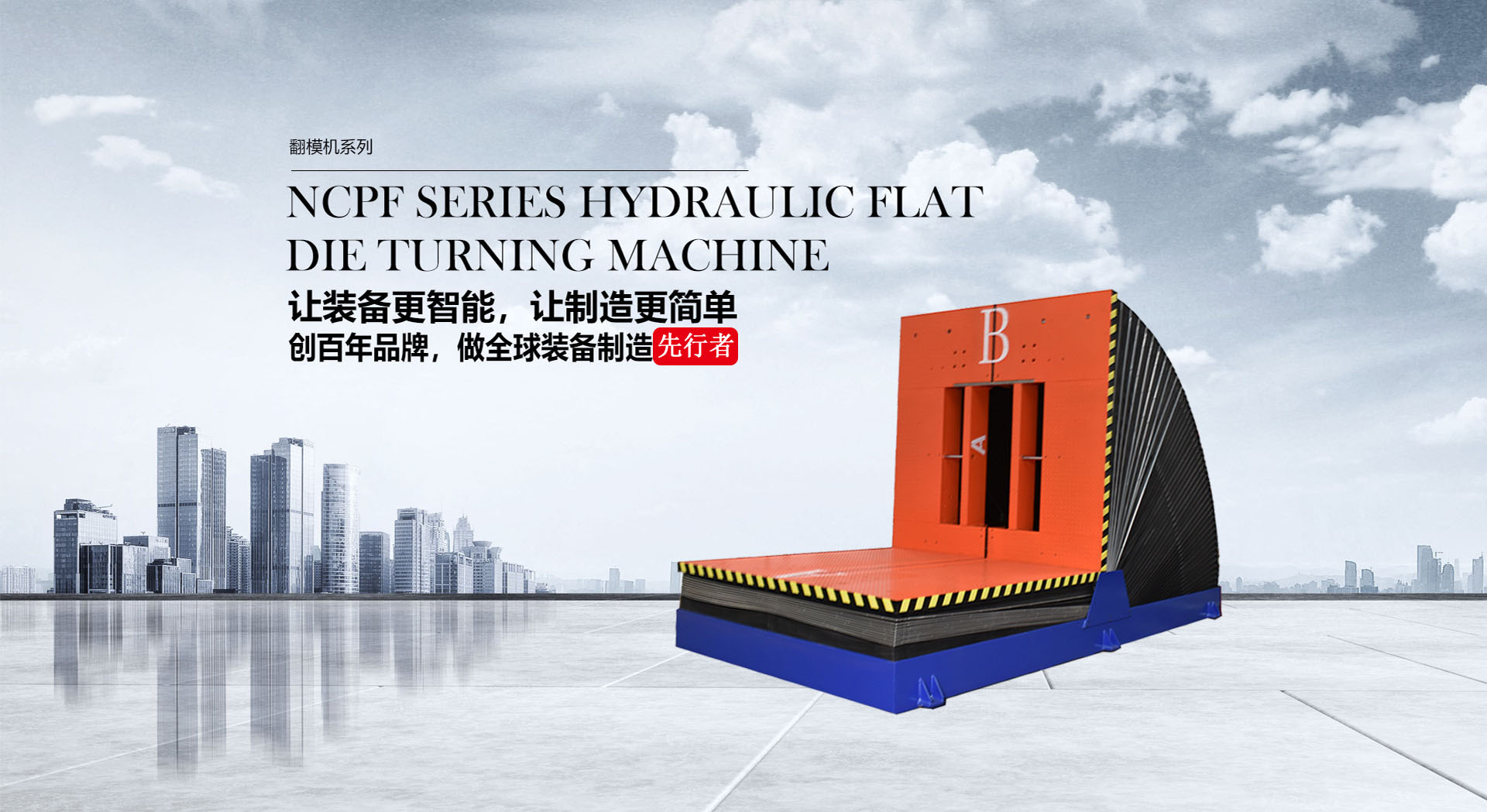








东莞耐斯机械近期倾力打造功能最强大的NC系列合模机是耐斯公司针对中、大型模具,专推出的一款新型立式合模机。该种机型在传统立式合模机的基础上作了重大的技术改进。该系列合模机分磁盘式和压板式两种规格,模具可实现0-180°翻转。磁盘式采用电控永磁,无需上紧固螺丝,大大节约了锁模时间,采用PLC控制,人机界面操作简便、快捷、安全可靠。整机采用框架结构,机身焊后采用振动时效去应力处理,结构稳定,刚性好、变形小、寿命长,精度可长期保持。
耐斯NC立式合模机特点:
1. 机架采用焊接式分体结构,分体间用格林柱拉紧,经回火处理,刚度大、变形小。
2. 压板式上、下工作台及导轨均采用球墨铸铁制作,平面度好,精度高,变形量小。
3. 磁盘式采用电控永磁盘,断电不断磁,使用中无需供电,磁力强,既安全又省电。
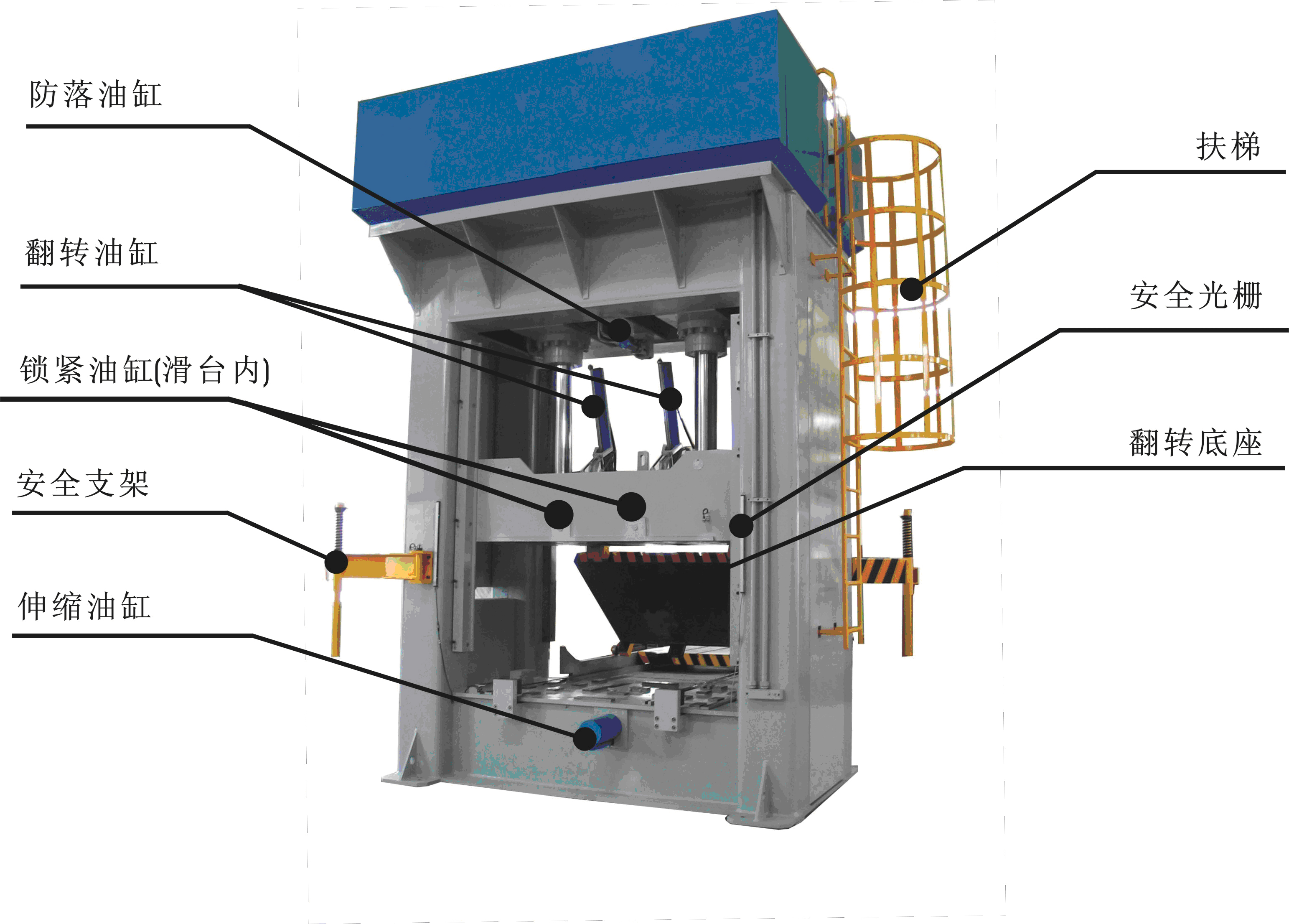
4. 安全装置齐全,有安全光栅、防落油缸、锁紧油缸、安全支撑架等防护设备。
5. 液压系统采用吸震装置,减小液压冲击,保证设备精度。
6. 液压系统具有低压保护装置,防止碰穿、插穿位损坏。
7. 系统可采用高速合模产生冲击,使压印红丹效果极佳。
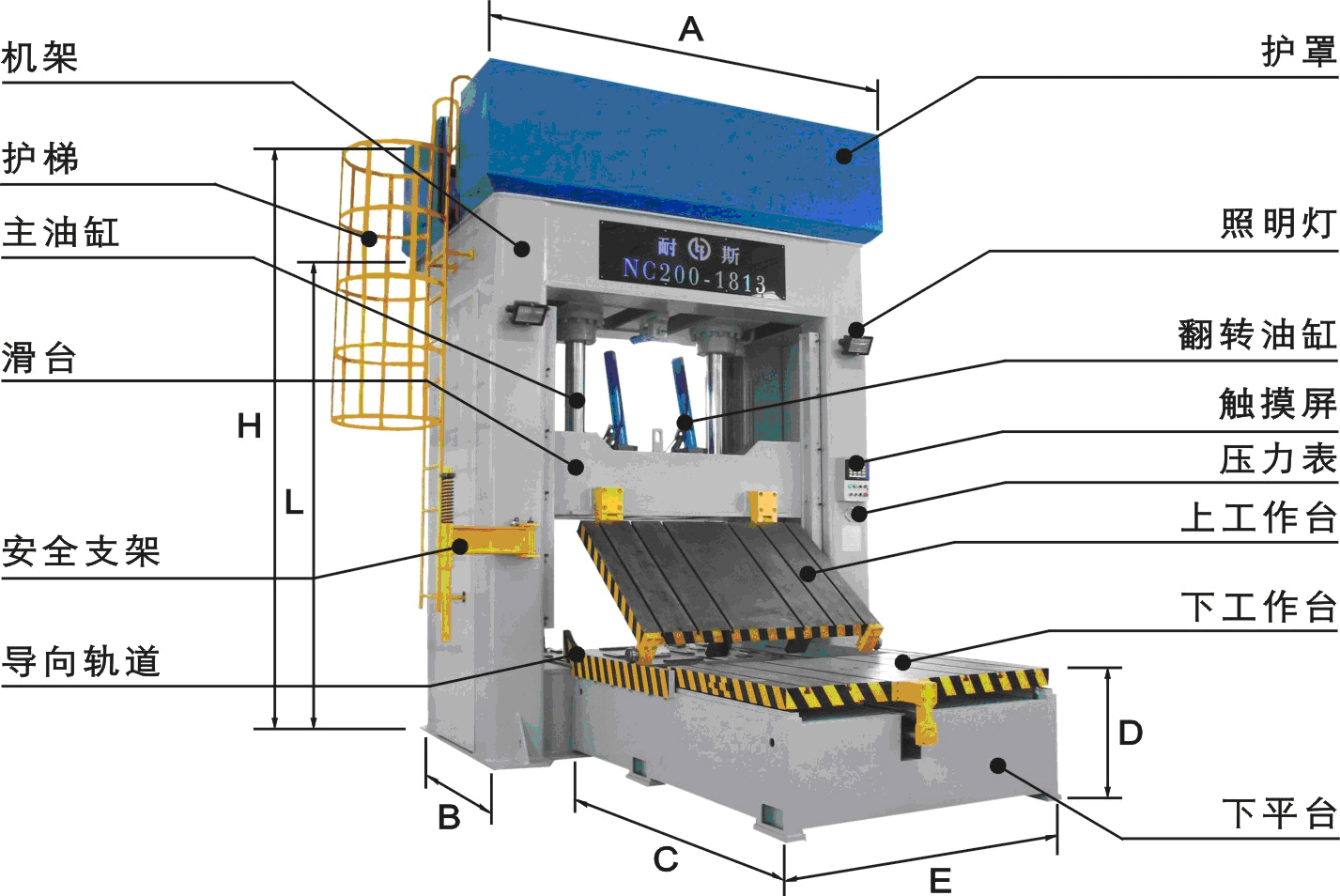
产品特点及结构示意图
产品特点
NCF系列立式合模机是耐斯公司在吸收国内外同类产品精华的基础上进行设计开发的主要产品,该产品主要应用于各种塑胶模具、五金压铸模具的修配。它以简便快捷的自动方式代替了传统采用铜棒敲打的落后飞模方式,大大地提高了飞模的效率和精度。本公司所生产的立式合模机具有如下特点:
1、采用框架结构并经过回火处理,刚性好、变形量小;
2、液压系统采用差动回路、节能(装机容量小);
3、采用了安全光栅等多种安全措施,使设备运行安全可靠;
4、系统装有吸震装置,液压冲击小,运行平稳可靠;
5、系统采用低压保护措施, 防止碰穿、插穿位损坏;
6、采用PLC控制及人机界面操作。
7、遥控锁模、开模操作。(需选配)
产品结构示意图
正视图
后视图
【设备实物可能与图样不完全一致,如有不符,以实物为准!】
合模机操作说明
- 开机
2、打开控制柜中的空气开关,然后再将操作面板上的电源开关切换到ON位置,此时人机
界面会亮起,并处于自动画面。
3、将两个安全支架打开,并用定位销固定其位置。
4、启动电机之前,请先执行急停/复位按扭一次。
5、按下绿色电机启动按扭,电机运转,同时绿色运转指示灯亮起。
- 关机
2、按下红色电机停止按扭,电机停止运转。
3、将操作面板上的电源开关置于OFF位置。
4、关掉控制柜中的空气开关。
5、将两个安全支架旋至机架内上下工作台之间,并用定位销固定其位置。
- 人机界面的操作
2、通过操作面板上的ON/OFF开关,来选择手动和自动状态。
3、在人机界面的右下角FASTSEL(快选窗口)按键,用手指轻轻点一下,会弹出一个对话框,里面有自动、手动、加压、I/O表等画面,然后选中你所要的画面,此时人机界面会自动切换到相应的画,并关闭当前画面。
4、若选择为自动,人机界面会自动切换到自动画面这一页,里面有合模、开模、上模翻出、上模翻回、下模移出、下模移回等六个工作按键,此六个按键均为切换型按键,只要用手指轻轻一点,就会完成相应的动作。到位后按扭自动复位,在运动过程中也可以随时关掉命令按扭,机器停止相应的动作。
4.1、当更换不同模具进行修模时,有两个参数需要设定,一个是快慢速转折点,另一个是合模停止点,其设定方法有两种:
- 用手指轻点数字区,在人机界面中会自动出现一个小数字键盘,输入相应的数字后,按一下确认键即可。快慢速转折点的值一定小于合模停止点的值。快慢速转折点即为主缸运动时快速、慢速转换的位置,而合模停止点即为上工作台与模具刚刚接触的位置。所以,不同大小的模具他们下降的位置也不同,在使用自动之前,请先设定好相应的参数。
- 直接用“写入值”按键将数值写入到相应的参数中,具体操作如下:
- 按下自动画面中的“参数设定”按扭,用“合模”键将上工作台下降至模具表面。(注:因本机具有低压保护功能,合模时基本上是靠自重下降,所以即使上、下模具中间有异物,只要不加压对模具不会造成伤害。)
- 关掉“合模”按扭,用合模停止点的“写入值”按扭将编码器的当前值写入到“合模停止点”的参数里面,用压板(或充磁)分别将模具的上、下模固定在工作台上,然后用“开模”按扭将模具打开。
- 当模具的导柱与导套分开约5—10厘米时,关掉“开模”按扭,用同样的方法,将该值写入到“快慢速转折点”的参数中。
- 然后关掉“参数设定”按扭,此时参数设定已经完成,可以进行修配模具了。
- 4.2、在自动画面中有“备用缸出”、“备用缸回”、“顶针板出”、“顶针板回”等四个复归型按扭,当按住此按扭时,机器就执行相应的动作,放手就停止,若首次试顶针时,请用点动的方式将顶针推出。
4.3、若用最大合模力合模效果仍不理想时,可采用快速冲压方式配模,其操作如下:
先用“开模”按扭将模具的上、下模分开,使上下模距离约8-10厘米,但模具的导
柱与导套不能脱开,然后将控制箱上的“手/自动”切换开关切换到手动状态,选择
“快速冲压”按扭,上模快速向下运动,当听到碰撞声之后请立即放掉“快速冲压”
按扭,每次冲压以两次为宜。 - 若选择手动时,人机会自动切换到手动画面,此画面中一共有16个按键,其中12个按键均为切换型按扭,当你要执行某个动作时,找到相应的按扭,轻轻点一下,此时会看到里面的字体会变成蓝色, 当执行完这个动作时,该按扭将被自动关闭。
-
注意: - 在用手动操作画面时,触摸屏上只允许打开一个操作按扭,动作完成后,再进行下一个动作,切忌同时打开多个操作按扭。
- 当选择手动画面中的备用缸出、备用缸回时,此按扭为复归型按扭,需要用手按住该按扭才能执行相应的动作。若选择主缸快上、主缸快下时,此按扭为复归型按扭,操作同上,当主油缸快上到位和下到位时,为了减少液压冲击对系统的损害,须放开该控制按扭,停止其相应的操作。
- 6、当选用加压时,人机界面会自动切换到加压窗口,可根据模具的大小或实际情况,选择适当的吨位按键后,再用手指按一下“加压”按扭,此时即为加压状态,在加压时,主缸会慢下, 压力表所指示的压力渐渐增大,当加压完成时,系统保持压力一定时间后卸压,当卸压完成之后,刚才所选吨位按扭命令自动被清除,即完成加压过程。也可通过手动设定来设定任意吨位,其操作方法与上相同。